Kaiyun官方入口拥有全套的加工设备,包括加工中心、CNC电脑锣、精雕、慢走丝、快走丝、铣床、电火花等,配备精密的加工设备为客户提供高品质的产品。同时,公司拥有专业的技术团队,具备丰富的经验和创新能力,能够设计、创造各类大型、复杂的精密模具。

开云网站从模具制造到注塑生产,提供一系列完善的配套服务,包括工模部、注塑部、丝印部、装配部等,能够满足客户多样化的需求。



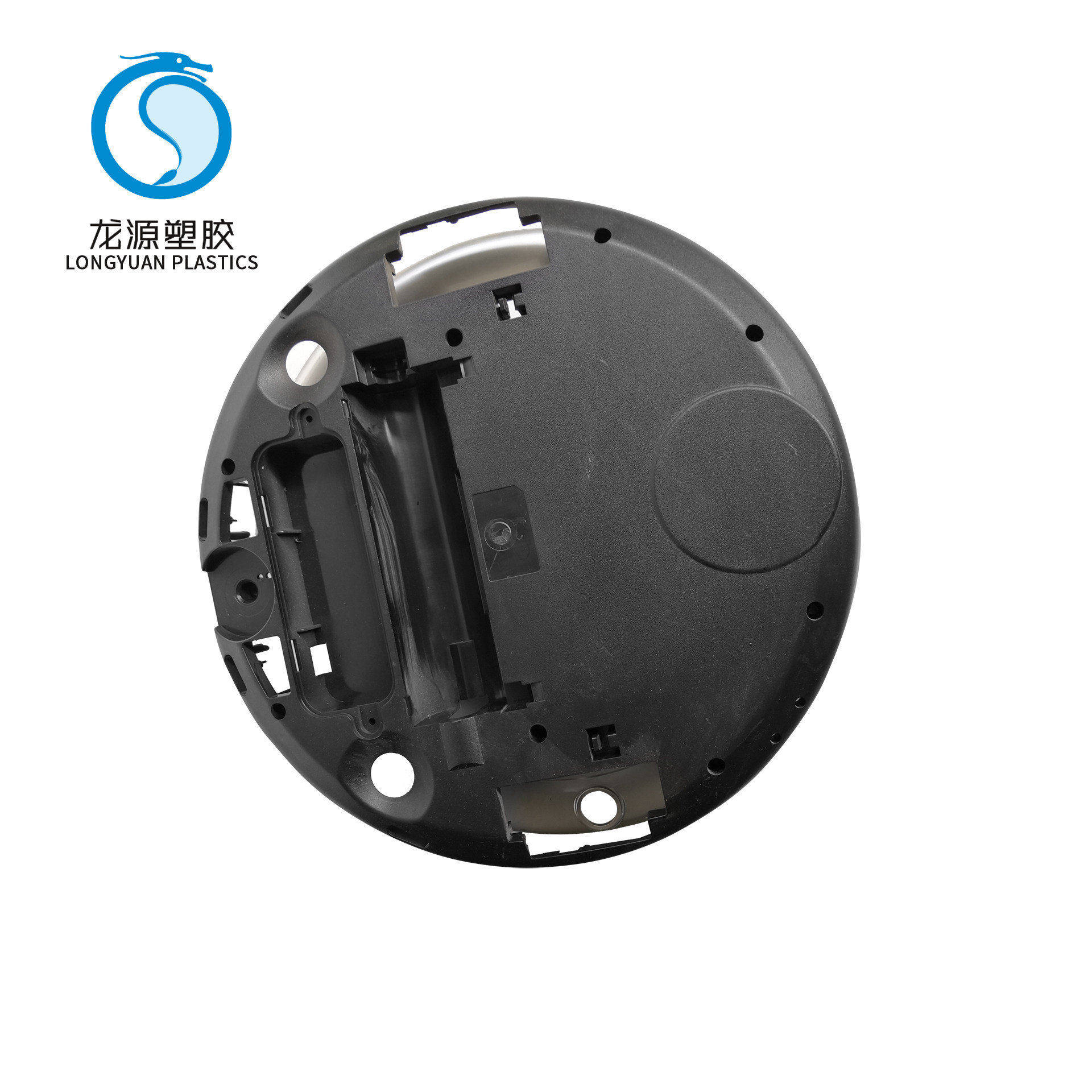
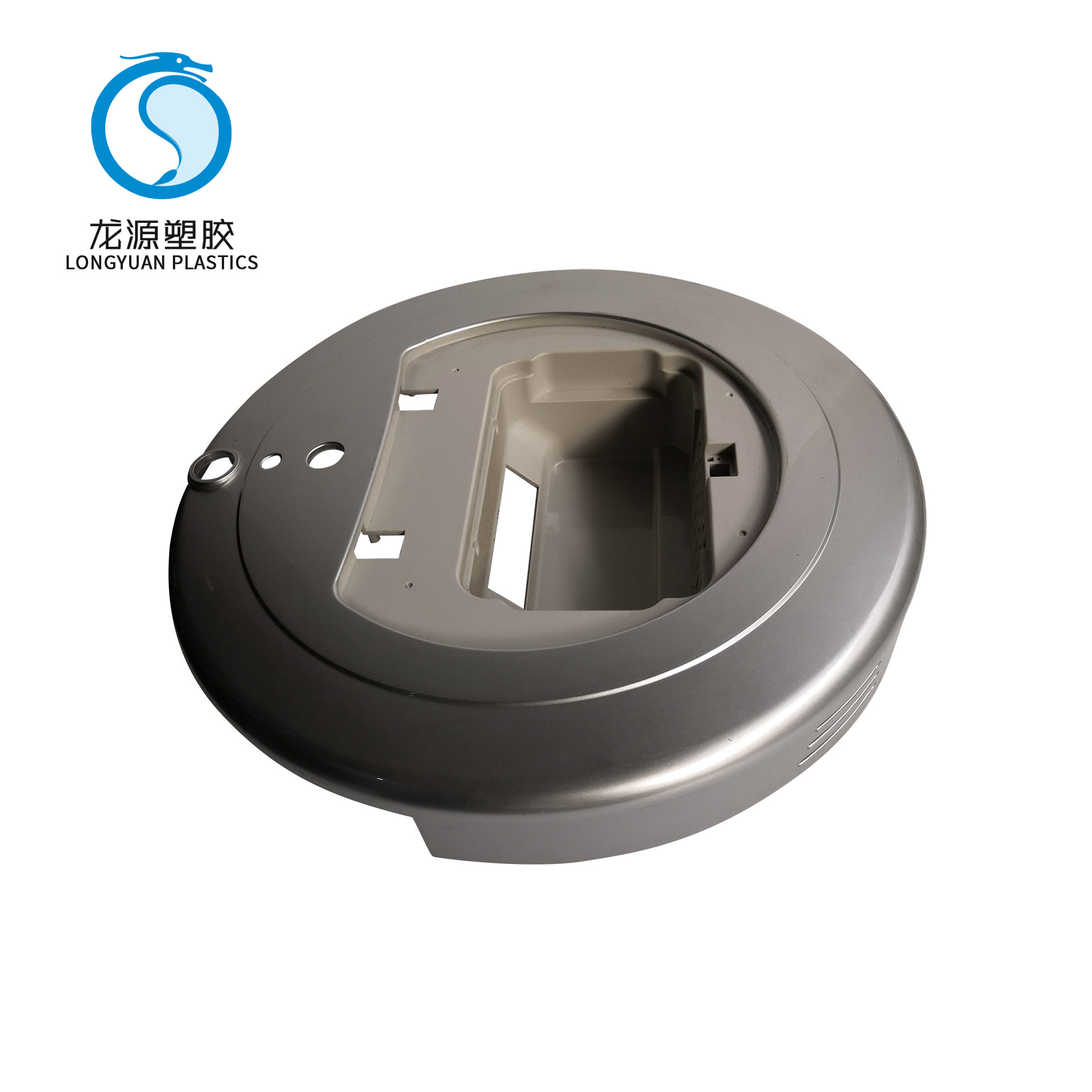
注塑部现有各类注塑机十六台,能够充分满足各类模具的后期注塑成型需求,并提供喷油、丝印、组装等一条龙服务,为客户提供更加便捷的服务体验。

Kaiyun登录网址秉承“品质、成本、速度、服务”的经营理念,始终把产品质量和客户服务放在首位,坚持诚信至上、质量第一的经营宗旨,重视合同、守信用,为客户提供可靠的产品质量和保证。
恪守“诚信至上、质量第一”的经营宗旨

销售热线电话
新闻中心
MORE 更多新闻中心 >>


汽车模具是所有汽车零件模具的总称,例如汽车内饰模具,汽车外饰模具和汽车覆盖模具等。根据成型方法的不同,汽车模具可分为汽车冲压模具,汽车注塑模具,汽车铸造模具,汽车锻造模具等。其中冲压模具所占比重约40%。在冲压模具中...
查看详细...
塑料与金属的热膨胀系数相差5~10倍,因而带金属嵌件的塑料制品在冷却时,两者形成的收缩程度不同,塑胶模具注塑,因塑料的收缩比较大而紧紧抱住金属嵌件,模具,在嵌件周围的塑料内层受压应力,而外层受拉应力作用,产生应力集中...
查看详细...
汽车模具是所有汽车零件模具的总称,例如汽车内饰模具,汽车外饰模具和汽车覆盖模具等。根据成型方法的不同,汽车模具可分为汽车冲压模具,汽车注塑模具,汽车铸造模具,汽车锻造模具等。其中冲压模具所占比重约40%。在冲压模具中...
查看详细...
20242030年中国塑胶模具行业市场发展趋势与前景展望战略分析报告 20242030年中国塑胶模具行业市场发展趋势与前景展望战略分析报告 2024-2030年中国塑胶模具行业市场发展趋势与前景展望战略分析报告 ...
查看详细...
机构指出,冲突将推动新一轮户储需求爆发。在欧洲边际出清的电价机制下,LNG市场定价之锚,此次冲突带来的气价上涨将有效传递至电价,户储需求预计将迎来新一轮爆发。 华西证券认为,短期来看,在能源供给不确定性加剧、峰谷套...
查看详细...
中模聚享工业互联网平台已吸引320家上下游企业入驻,推动中小企业转向“抱团发展” 产业规模约300亿元,是北方重镇;拥有相关企业超过2000家,几乎覆盖所有产品大类……藏在这些亮眼标签背后的,是青岛一个不太经常被人...
查看详细...